Бобровский И.Н.1, Лукьянов А.А.2, Севостьянов А.С.3
1К.т.н., начальник лаборатории, Тольяттинский государственный университет, 2Магистрант, Тольяттинский государственный университет, 3Магистрант, Тольяттинский государственный университет
УСТРОЙСТВА ДЛЯ НАНЕСЕНИЯ МИКРОРЕЛЬФА ТЕХНОЛОГИЕЙ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ РАЗРАБОТАННЫЕ В РОССИЙСКОЙ ФЕДЕРАЦИИ
Аннотация
В статье рассмотрены разработанные в Российской Федерации устройства для нанесения на поверхности деталей микрорельфа с помощью технологии поверхностно-пластического деформирования.
Ключевые слова: поверхностно-пластическое деформирование, микрорельеф, индентор.
Bobrovskij I.N.1, Lukyanov A.A.2, Sevostyanov A.S.3
1Ph.D., chief of laboratory, Togliatty State University, 2Undergraduate student, Togliatty State University, 3Undergraduate student, Togliatty State University
DEVICES FOR APPLYING MICRORELIEF USING THE SURFACE PLASTIC DEFORMATION TECHNOLOGY DEVELOPED IN RUSSIAN FEDERATION
Abstract
The article consideres devices for applying microrelief using the surface plastic deformation technology developed in Russian Federation.
Keywords: surface plastic deformation, microrelief, indentor.
Оптимальность нанесения микрорельфа технологями ППД теоретически и практически была обоснована Ю.Г. Шнейдером. В настоящее время актуальные исследования процесса нанесения микрорельфа методами ППД требуют применения современного инструментального и технологического обеспечения.
Для реализации предложенного способа обработки ППД, совмещенным с хонингованием, авторами [1] был разработан инструмент специальной конструкции [2], состоящий из державки, индентора, набора тарельчатых пружин и резиновой втулки, отличающийся тем, что он содержит упор, установленный в державке, регулировочный винт, ввинченный в державку и резьбовую втулку, ввинченную в державку.
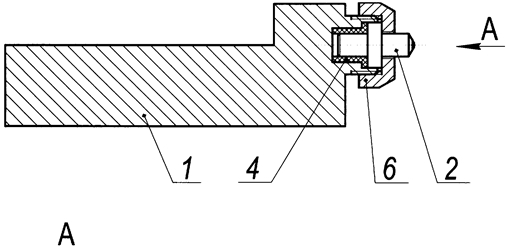
Рис. 1 – Выглаживатель для многоперационных токарно-фрезерных центров
В конструции данного устройства предусмотрены средства снижующие вероятность возникновения автоколебаний – устройство демпфирования, включающие в себя две резиновые втулки, устанавливаемые в державку, две крышки, навинчиваемые на державку. Опыт внедрения процессов ППД в массовое производство [3] показывает актуальность данной проблемы, однако невозможно гарантировать с помощью данных улучшений отсутствие актоколебаний, т.к. это комплексное явление и механизм его появления все еще до конца не изучен и является темой многих докторских и кандидатских диссертаций.
Для обеспечения высокопроизводительной технологии нанесения микрорельефа Барацем Я.И. [4] была предложена следующая конструкция инструмента. Инструмент выполнен в виде втулки, в радиальных отверстиях которой равномерно по окружности размещены шарики, содержит размещенный в осевом отверстии втулки сменный опорный стержень, скрепленный с ней посредством винта, расположенного в кольцевой канавке опорного стержня, а противоположный конец втулки выполнен в виде конического хвостовика. Изобретение обеспечивает регулирование глубины и угла наклона частичного регулярного микрорельефа, использование инструмента на станках, обеспечивающих одновременно вращательное и поступательное движение суппорта [5].
Данная разработка базируется на конструкции инструмента разработанной Ю.Г. Шнейдером, реализующего технологию вибровыглаживания. Однако, недостатком данного способа была невозможность регулирования глубины внедрения индентора.
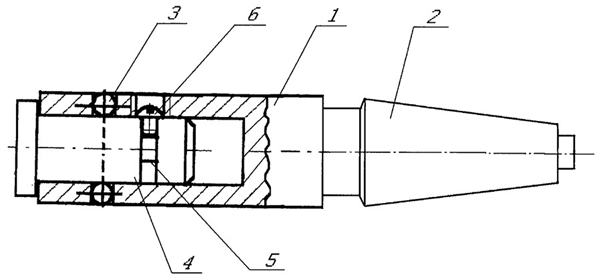
Рис. 2 – Инструмент для образования частично регулярного микрорельефа
Втулка 1 вставляется коническим хвостовиком 2 в шпиндель станка. Таким образом, продольное перемещение инструмента и вращение осуществляется непосредственно от привода станка. Инструмент вводится в обрабатываемое отверстие, при этом шарики 3 выдавливают на его поверхности многозаходную винтовую линию (число выдавливаемых канавок соответствует числу шариков инструмента). При включении обратной подачи инструмент выводится из отверстия, выдавливая канавки противоположного направления. В результате на поверхности отверстия образуется регулярный микрорельеф с пересекающимися канавками. Кольцевая канавка 5 на поверхности стержня 4 и винт 6 обеспечивают соединение втулки 1 и стержня 4, препятствуя их взаимному осевому перемещению и обеспечивая относительное вращение стержня 4 и шариков 3.
Недостатком предложенного способа является использование в качестве деформирующей элементов – шариков, что фактически определяет не достаточно высокую для массового производства стойкость и высокую вероятность появления эффекта «копирования», когда при износе индентора дефекты микрорельфа индентора равномерно переносятся на обрабатываемую поверхность. К сожалению, в статье и патенте не представлены данные о рекомендуемых материалах дефорумирующих элементов и их стойкости.
Реализация технологий ППД как метода нанесения микрорельфа в производственных условиях требует тщательного изучения каждого аспекта инструмента, способа обработки, механики нанесения микорельфа и контроля обработанной поверхности. Однако, преимущества которые возможно получить в повышении качества работы узлов деталей машин, обработанных с помощью разработанных технологий нельзя недооценивать. Только оценочные данные, приведенные в рассматриваемых статьях, показывают увеличение износостойкости обработанных поверхностей в 1.5-2 раза по сравнению с хонингованием, что является критическим технологическим преимуществом.
Литература
- Кузнецов В.П., Горгоц В.Г., Дмитриева О.В. Инженерия плосковершинного регулярного микрорельефа поверхности при многоцелевой обработке деталей // Вестник УГАТУ. Уфа: УГАТУ, 2009. Т. 12, № 4(33). – С. 113-115.
- Выглаживатель для многооперационных токарно-фрезерных центров: патент РФ на полезную модель № 70178 U1 Рос.Федерация: МПК B24B 39/02 / Ильичев С.А., Кузнецов В.П., Губанов В.Ф., Горгоц В.Г.; Опубл Б.И. – 2008. – № 2.
- Бобровский Н.М., Мельников П.А., Ежелев А.В., Бобровский И.Н. Устройство для гиперпроизводительной финишной обработки поверхностей деталей выглаживанием // Известия Самарского научного центра Российской Академии Наук. 2012. Т. 14, № 6 (часть 1). — C. 93-96.
- Милованова Л.Р. Улучшение эксплуатационных свойств поверхностей отверстий методом поверхностно-пластического деформирования с образованием регулярного микрорельефа // Вестник Саратовского государственного технического университета. 2007. № 2(25), вып. 2. – С. 60-64.
- Инструмент для образования частичного регулярного микрорельефа в отверстиях: пат 2200080 Рос.Федерация: МПК B24B 39/00 / Барац Я.И., Лешкенова Л.Р.; Изобретения. Полезные модели – 2003. – №7.
References
- Kuznecov V.P., Gorgoc V.G., Dmitrieva O.V. Inzhenerija ploskovershinnogo reguljarnogo mikrorel’efa poverhnosti pri mnogocelevoj obrabotke detalej // Vestnik UGATU. Ufa: UGATU, 2009. T. 12, № 4(33). – S. 113-115.
- Vyglazhivatel’ dlja mnogooperacionnyh tokarno-frezernyh centrov: patent RF na poleznuju model’ № 70178 U1 Ros.Federacija: MPK B24B 39/02 / Il’ichev S.A., Kuznecov V.P., Gubanov V.F., Gorgoc V.G.; Opubl B.I. – 2008. – № 2.
- Bobrovskij N.M., Mel’nikov P.A., Ezhelev A.V., Bobrovskij I.N. Ustrojstvo dlja giperproizvoditel’noj finishnoj obrabotki poverhnostej detalej vyglazhivaniem // Izvestija Samarskogo nauchnogo centra Rossijskoj Akademii Nauk. 2012. T. 14, № 6 (chast’ 1). — C. 93-96.
- Milovanova L.R. Uluchshenie jekspluatacionnyh svojstv poverhnostej otverstij metodom poverhnostno-plasticheskogo deformirovanija s obrazovaniem reguljarnogo mikrorel’efa // Vestnik Saratovskogo gosudarstvennogo tehnicheskogo universiteta. 2007. № 2(25), vyp. 2. – S. 60-64.
- Instrument dlja obrazovanija chastichnogo reguljarnogo mikrorel’efa v otverstijah: pat 2200080 Ros.Federacija: MPK B24B 39/00 / Barac Ja.I., Leshkenova L.R.; Izobretenija. Poleznye modeli – 2003. – №7.






